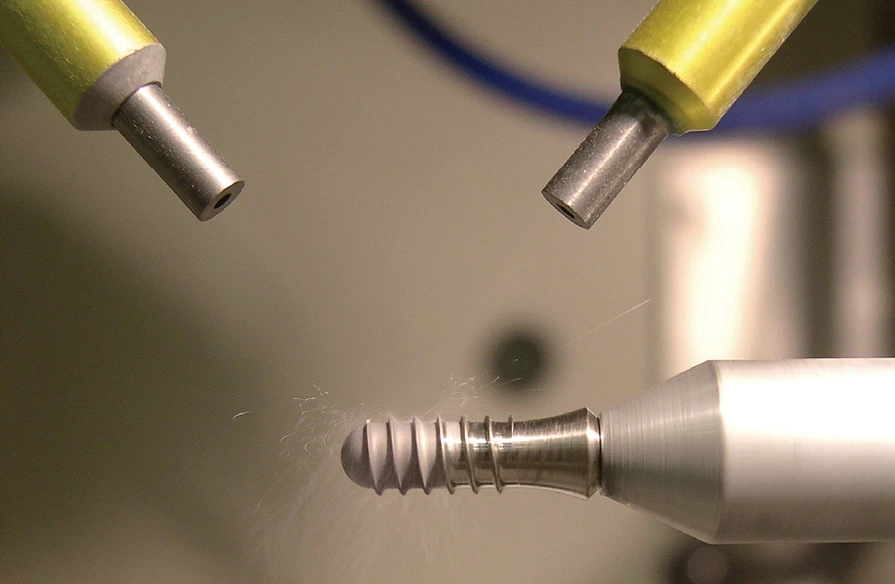
Photo courtesy of Comco Inc.
Precision sandblasting on a micro-scale – microblasting – suits small parts, delicate materials, and intricate geometries - such as those found in medical manufacturing. A mixture 17.5µm to 350.0µm abrasive and dry air travel at high velocity out of a 0.018" to 0.125" nozzle, producing a focused, controllable abrasive stream. Used to refine and perfect parts as small as a grain of rice to as large as a basketball, microblasting is versatile, precise, and controllable.
Microblasting often alters the finish on a base material by adding texture. A micro-abrasive blaster can deliver texture to a sharp delineation (as precise as 0.007") and create a consistent finish to a specific Ra, often without the need for masking.
What’s missing from your spec?

(Left) Drug-eluting stent (200x): Peened dimples hold and slowly release a drug to block cell proliferation. (Right) Dental Implant (200x): Sharp jagged cuts create an interlocking surface that readily bonds to bone tissue.
What should be included in a specification when using microblasting to get a textured surface finish? Most stop at abrasive type and blast pressure, but a list this bare risks inconsistent results.
Variables that can affect a textured surface finish include:
- Quantity of abrasive in the air stream
- Abrasive brand (inconsistency in particle sizes = inconsistent Ra)
- Nozzle-to-target distance
- Nozzle shape and size
- Hose length
- Shop air (compressed air, nitrogen, helium, etc.)
While drawing up a spec, focus on the desired result of the microblasting process, make it a measurable product output, then let the operator or job shop adjust variables to get the specified finish.
Giving a contract manufacturer or job shop a defined target leads to a better understanding of the full scope of the project.
Build the spec to request three measurable results:
- Identify the look for the surface finish, or the type of texture
- Identify an Ra, Sa, and/or Sdr value
- Seek 100% coverage
Manufacturers can suggest an abrasive type and a blast pressure, but these two suggestions are just starting points and should remain flexible. Blast pressure is relative to each micro-abrasive blaster, and abrasives come in a range of consistencies depending on the provider.
1. Identify surface finish, type of texture
A part’s surface could need sharp grooves or soft dents. The shape of the abrasive particle and the composition of the targeted surface are the primary variables that determine look.
Particle shape can be grit or bead. Grit abrasives have a sharp, angular profile and produce a matte finish on brittle and ductile base materials. Bead abrasives are spherical and produce a dented or peened finish on ductile materials. Bead abrasives leave a matte finish on brittle materials due to their fracture mechanics and the way brittle materials erode.
To create a permanent, strong, and tight bond between a part’s surface and another surface, a matte finish provided by a grit abrasive, such as aluminum oxide or silicon carbide, is ideal. To create a temporary bond, soft dents created by round, soft media such as glass or ceramic are the best choices.

2. Identify Ra or Sa and/or Sdr Value

The specification should cover a combination of amplitude and quantity of features to get consistent, repeatable results. The best measure for amplitude is Ra (2-dimensional) or Sa (3-dimensional). Both express the size of the peaks and valleys created by micro-abrasive blasting. Ra is measured as a line and Sa is measured as a plane.
Three variables impact Ra and Sa: abrasive size, abrasive type, and velocity.
Abrasive size and type are inputs to the microblasting system. Velocity is driven by the long list of variables under “what’s missing?” Velocity has a linear relationship to Ra value: as velocity increases, so does Ra in a predictable and corresponding trajectory.
Different surface profiles have the same roughness value, so Ra or Sa measurements are limited. They do not measure density or spacing, two variables that matter in texturing.
Including Sdr (developed surface ratio), or the quantity of features in a spec, provides a greater understanding of the part’s surface properties and guarantees a more consistent, repeatable finish. Sdr expresses the amount of additional surface created by the blasting process. Measuring Sdr requires more sophisticated analysis systems with benefits down the line. Comco engineers rely on the Zygo optical profilometer for these measurements.
It is vital to understand how a part’s base material reacts to an abrasive. On brittle materials, surface roughness is generated by using abrasive to take surface material away; while the opposite is true on ductile materials. When an abrasive particle strikes a ductile base it forges a crater on impact and causes a ring of raised material to form around the crater. So, surface texturing does not reduce the overall dimension of a part surface; it may even increase it slightly.
3. Ask for 100% coverage
The closer the part surface is to 100% coverage, the higher the Ra and the developed surface – maximizing the opportunities for interaction between bonding surfaces.
100% coverage indicates that the entire surface has been altered, that the peaks on the part surface are all connected with no untouched plateaus. Part makers can measure coverage informally by holding the part up to a light. Reflective surfaces at 100% coverage scatter light uniformly; while a line of light passes across a surface with coverage less than 100%.
A profilometer can also analyze coverage by measuring Sdr and exposing flat regions on a textured surface.
Roughness measurements, be it Ra or Sa, become stable at 100% coverage. Anything less, and measurements can vary significantly. Ra and Sa measurements are not useful without 100% coverage.


Why ask for specific results?
Focusing specifications to a look, an Ra, Sa, and/or Sdr value, and 100% coverage requires more investment upfront but reduces output variance. Even if users simply want to turn a shiny finish to a matte or frost clear glass, specifying a desired result sets a pattern for creating consistent and repeatable surface finishes. Setting markers lays a solid foundation early, which eases growth should output need to increase.
In most cases, surface texture is needed to promote adhesion or achieve a specific performance level. Parts that fall into this category must meet strict standards. These parts benefit from the results-oriented approach because it is measurable, repeatable, and easy-to-remember.
Comco Inc.
www.comcoinc.com
About the author: Colin Weightman is director of technology at Comco Inc. He can be reached at 818.841.5500 or colinw@comcoinc.com.
Get curated news on YOUR industry.
Enter your email to receive our newsletters.Latest from Today's Medical Developments
- AI will power the next generation of medical wearables
- CUI Crash Course from Smithers
- Revolutionary implant harnesses electricity for healing
- Discover the advantages of Oerlikon's latest Surface Two technology
- #48 Lunch + Learn Podcast with OPEN MIND Technologies
- CERATIZIT achieves SBTi validation for emissions goals
- Applied Motion Products’ MLA & MEA series linear actuators
- Arterex expands portfolio with Xponent Global acquisition






